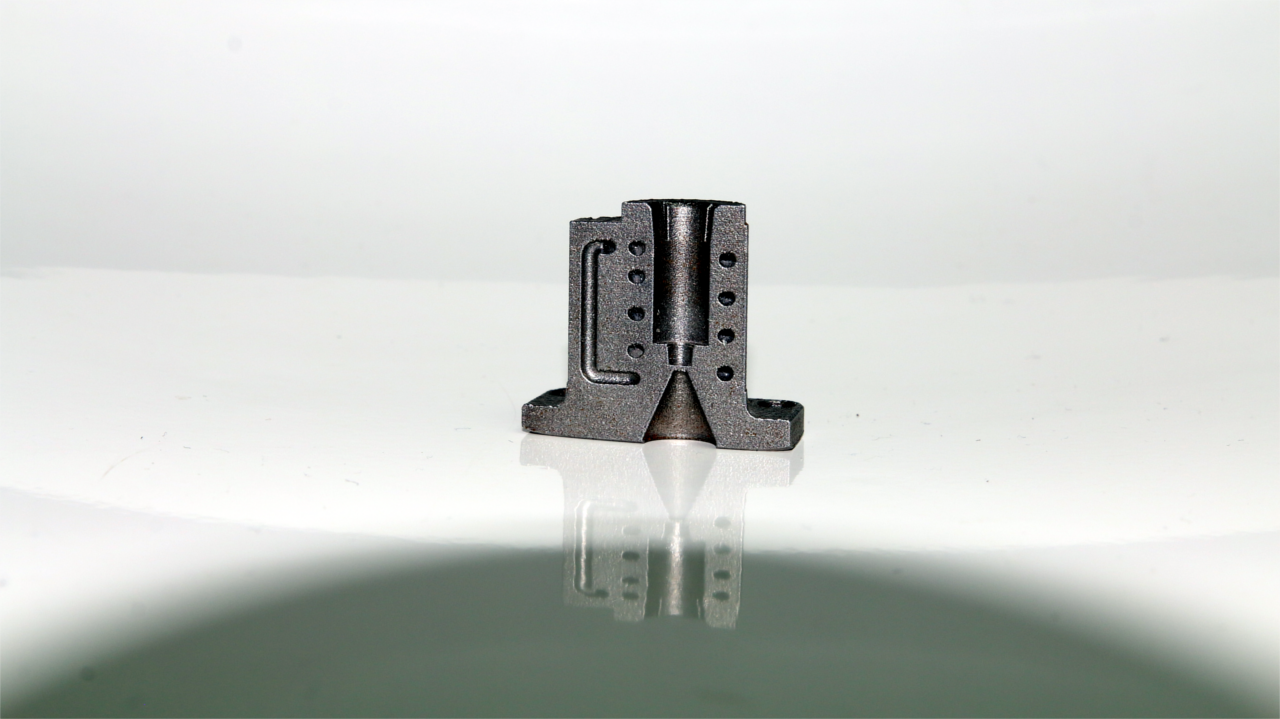
Tool steel 1.2709 is manufactured in DLM process. This means that the component is clean, free of voids or inclusions and 99.8% solid.
The properties of this material can be compared with those of a machined component.
Parts that are produced in this process are often more expensive than milled components. However, completely new opportunities arise through the tool-less production. Thus, it is for example possible to produce injection molding inserts with close contour cooling. Through the powder process, almost no insulators are required. Thus, even "not producible" forms such as for example "ball ball" are possible.
In industry, these parts are very often used to produce complex parts which during milling very often have to be re-clamped either or are not produced.
Some aircraft from Airbus and rockets of NASA are already flying with serially produced 3D printing parts from 1.2709 or 1.4404.
Unfortunately DLM parts can only be calculated manually .
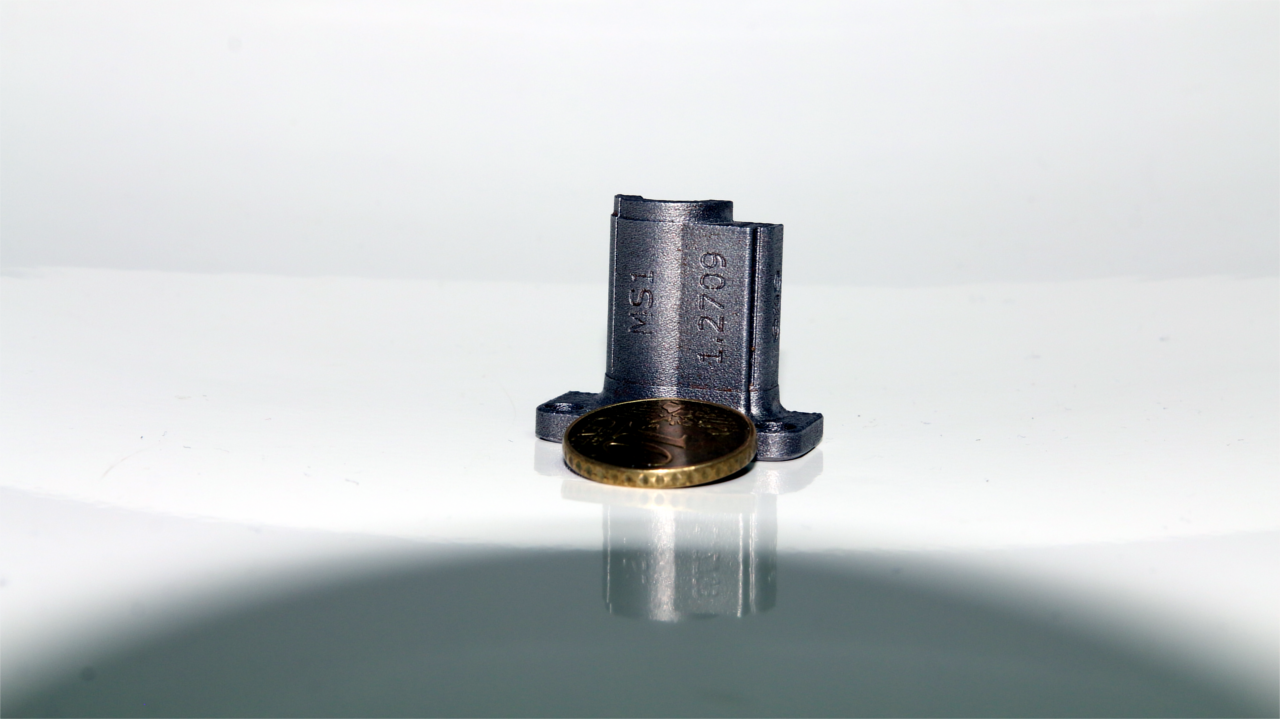
1.2709 is used mostly in the tool manufacturing for e.g. punching, bending, or injection moulding tools. Printed in DLM component is used mostly supportive to machining techniques in which E.g. inserts using 3D printing are manufactured and screwed with a conventional component.
1.2709 is produced in the DLM process.DLM means direct laser melting and referred to it directly by melting metal powder to a component.
There will be no further processing steps unless the separation of the pressure required Platform.
The material is subjected to resolve tensions after printing a heat treatment.
The procedure:
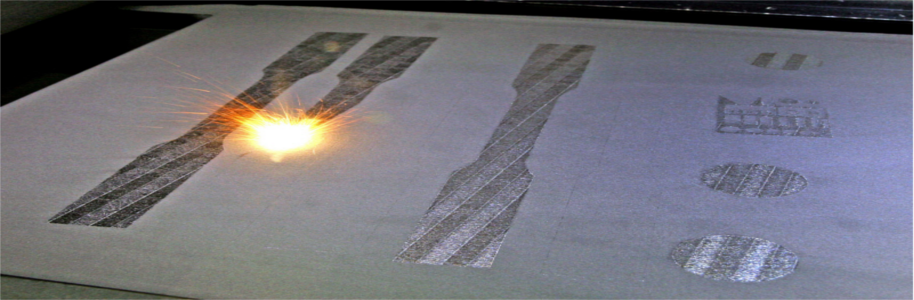
Your model is broken down into layers on the computer and sent to the machine.
Now, a printing bed with exactly this thickness is filled with metal powder. A very strong laser now merges the powder at the locations where your part is to be built.
This occurs under a protected atmosphere of argon or nitrogen.
This process is repeated until your component manufactured.
The remaining powder is sucked out and your part manuelly cut from the base plate.
When "Finish" your part is in a heat treatment furnace to anneal it.
Shipping within
6-7 Working days
Tolerance
± 0,05 mm
Minimum wall thickness
0,25 mm
Smallest Detail
0,25 mm
Maximum dimension
250 x 250 x 310 mm
Unfortunately there is no priority service for 1.2709.
Price
---
The surface of your model is determined by the technology and the chosen material. Therefore, we offer several post-processing steps. This affects the cost but also the quality of your model.
Of course, you can also paint 3D models from tool steel.
Here, the quality and RAL color can be selected. The basic version of the painting is a simple "spray paint"..
This means that is your part lightly sanded and then painted. Construction stages and the similar are still easily recognizable..
The highest quality is the quality in premium (car paint). This "Polishing" must be booked with. This "Polishing" must be booked with.
Your part is sanded, polished, filled, wet sanded and painted.

Tool steel Parts can be coated also wonderful.
To do this, your model is sanded and then coated with your requested material. Here also a coating with as gold or silver is possible.
| Copper | 99,99% Cu | IMDS Nr. 736943 |
| Matt nickel, from Sulfamatelektrolyt | 99,95% Ni | IMDS Nr. 748706 |
| High-gloss nickel | >99,50% Ni | IMDS Nr. 749088 |
| Gold plating 24ct. | 24 Karrat Au | IMDS Nr. 756617 |
| Silver plating | 99,99% Ag | IMDS Nr. 757803 |
| Chrome plating | from the trivalent electrolyte, RoHS Compliant | IMDS Nr. 756617 |
| Black chrome plating | electrically conductive, Black Chrome coating | IMDS Nr. 10629626/1 |
| Electroless Nickel Plating | hochphosphorig, 13% Phosphor as NiP | IMDS Nr. 326271538 |
| Tin plating | 99.98% Sn, RoHS-Konform | |
| Bismut | our Bismudan® electrolyte, 99,95% Bi |
| Unit | Value | ||
|---|---|---|---|
| Tolerance | ± | 0,25 mm | |